BETTER TOUCH BETTER BUSINESS
Contact Sales at Lori.
Manufacturing Accelerated
Global One-stop On Damand Manufacturing and Rapid Prototyping Services provider.

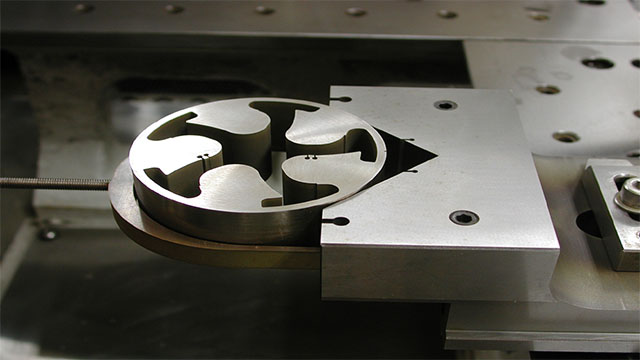
In the actual cutting process, we often encounter the workpiece can not be cut. This situation generally occurs in high-thickness cutting or cutting stainless steel and other difficult to process materials. The fundamental reason is that the working fluid does not have good characteristics of beating corrosion products. The emergency way is to add some detergent or increase the concentration of the working fluid, but the most fundamental way is to change the good working fluid such as BM series water-based working fluid.
How to do if the molybdenum wires’ speed of cutting when cutting forward and backward is inconsistent, even not going in either direction?
This situation is often encountered in high thickness cutting. The root cause is the problem of working fluid, of course, and other factors such as: variable frequency tracking speed, uniform consistency of the tension of the molybdenum wire and so on. By the way, you can speed up the frequency conversion tracking when cutting high-thickness workpieces, because it will not break the wire when it is over-tracking, it will often lead to unstable processing and cause broken wire when it is under-tracking.
How to reduce the probability of molybdenum wire breaking at both ends of the cylinder?
High-speed wire cutting molybdenum wire at both ends of the cylinder need to frequently reverse, the two ends of the molybdenum wire will repeatedly receive the impact of tension. Thus, the two ends of the molybdenum wire by fatigue damage. Therefore, the reversing stroke switch should be moved inward a bit every other shift (about 8 hours) in order to extend the life of the molybdenum wire. This method is especially important in high current rate machining.
How to extend the service life of molybdenum wire?
At the same time, molybdenum wire in each discharge between the workpiece, it will also be damaged, but the degree is very small. So after replacing the new molybdenum wire with small energy processing parameters for cutting (in order to make it less damaging), until the molybdenum wire’s color is basically white and then use the normal high current to cut. Of course, before changing the molybdenum wire for cutting, let the molybdenum wire run empty for 5-10 minutes, so that its original internal stress is released.
How to reduce the breakage rate of molybdenum wire at the starting point?
Generally, the method of automatic frequency conversion tracking of the machine tool to cut the workpiece from the outside can reduce the probability of the molybdenum wire breaking at the cutting point. At the same time, it is necessary to ensure a good supply of coolant to absorb the disturbance caused by the discharge explosive force of the molybdenum wire, and the distance between the workpiece and the upper and lower spray nozzle is 5-10mm, so that the coolant can better wrap the molybdenum wire.
Copyright © 2025 Shenzhen Lori Technology Co.Ltd. | All Rights Reserved.